Zakaj kovinski deli za žigosanje povzročajo trganje?
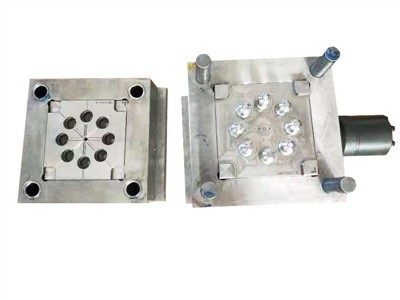
Pogoste trgajoče in poševne oblike kovinskih delov za žigosanje. Postopek žigosanja srednjega zaščitnega površinskega nosilca je: izrezovanje in prebijanje-štancanje vrez-prirobnica oblikovanje-zarez-prirobnica. Med postopkom oblikovanja srednjega zaščitnega površinskega nosilca obstaja veliko oblik trganja in poševnosti. Deli za trganje so v glavnem razporejeni na vzorcu luknje obdelovanca, R lok pa na vogalu stranske stene in stiku stenskega vratu itd., zaradi žigosanja in izdelave Razlika v procesnih pogojih, delež vsak zlomljen del je drugačen. Raztrganina je lahko enkratna raztrganina ali raztrganina, ki nastane zaradi razvoja utrujenih razpok, torej nevidnih razpok.
Analiza vzrokov: Glede na dejansko stanje mesta, s pregledom trgajočega položaja, oblike loma in stopnje drobljenja dela, se domneva, da se obnašanje dela pri trganju in poševnici odraža predvsem v procesu oblikovanja prirobnice. Razlogi za ta proces so naslednji:
1. Parametri procesa oblikovanja niso na mestu. Med oblikovanjem dela postopek zahteva, da morajo biti matrica, stiskalno jedro in oba dela tesno pritrjeni drug na drugega, plastična deformacija pločevine pa je prisiljena, ko stroj zdrsne navzdol. Oblikovano. Vendar zaradi slabosti, kot je nestabilna kakovost stisnjenih delov, kaže, da je tlak obdelovalnega stroja v neuravnoteženem stanju nihanja tlaka med proizvodnim procesom. Glavni razlog je v tem, da obdelovalni tehniki v tej fazi niso pravočasno prilagodili tlaka obdelovalnega stroja v skladu z zahtevami oznake procesa ali med predajo vsake izmene med seboj niso posredovali informacij o stabilnosti tlaka stroja, posledično slaba kakovost delov. Stablize.
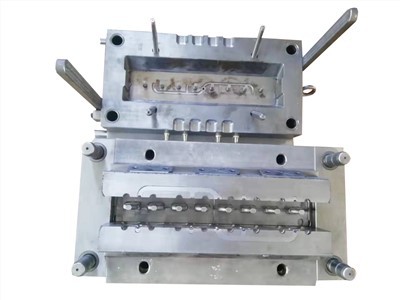
2. Napake pri oblikovanju kalupa za oblikovanje prirobnic. Kalup je skupen za levi in desni del kalupa z dvema votlinama. Ker vsebina tega procesa ni le prirobnica, ampak tudi vsebina oblikovanja oblike. Poleg tega so deli še posebej zapleteni, ukrivljena površina je ozka, zahteve za oblikovanje pa so konkavne. Jedro materiala za stiskanje kalupa je skladno z oblikovno površino itd., kar ima za posledico veliko oblikovno potezo stanja strukture kalupa in majhno površino stiskanja. Pri prvotni zasnovi kalupa je oblikovalec upošteval le značilnost majhne slepe površine, prezrl pa je vodilni drsni hod slepega jedra.